

Artificial intelligence (AI) seems to have permeated every industry, often alongside futuristic visions of autonomous robots and high-tech solutions to everyday problems. But AI’s real-world applications are more practical, yet more transformative than these visions imply. In the business world, AI is not about replacing a human workforce. Rather, it is about augmenting human capabilities, improving processes and fostering ingenuity.
For manufacturers, in particular, AI’s uses stretch from the minutiae of managing supply chains to the complexities of streamlining product design, paving the way for a new era of productivity and growth, where speed, customisation and quality are more important than ever. This article explores the ins and outs of AI in manufacturing — what it involves, why it matters, what benefits and challenges it brings, plus a rundown of 15 popular use cases.
What Is AI in Manufacturing?
Modern manufacturers use AI to automate tasks and aid workers throughout the manufacturing process, from initial product design to product assembly to post-production quality control. By analysing vast amounts of data in order to identify patterns and predict outcomes faster than even the savviest human analysts could hope for, AI also reduces workflow redundancies through increased visibility, tracks the use of materials to optimise their supply chains and plenty more.
But AI’s influence extends beyond data analysis. For example, by working autonomously or alongside human workers on the shop floor, AI-driven robots can detect and report errors or defects in real-time. As AI technology continues to improve — courtesy of machine-learning (ML) algorithms — manufacturers will realise gains due to increased productivity and decreased costs throughout their entire operations.
Key Takeaways
- AI provides an array of benefits for manufacturers, such as increased efficiency, reduced costs and accelerated innovation.
- Implementing AI requires careful planning, as well as a solid data foundation.
- AI has many applications in manufacturing, including predictive maintenance, supply chain optimisation and energy management.
- It’s important to remember that AI data analytics tools are not foolproof; they require human oversight.
AI in Manufacturing Explained
The term “artificial intelligence” was coined in 1956 by American scientist John McCarthy, who defined it as “the science and engineering of making intelligent machines, especially intelligent computer programs.” These days, businesses are increasingly turning to AI to expand their capabilities and forge new paths — and manufacturing(opens in new tab) is no exception. According to a World Economic Forum report, 70% of global manufacturers understand how AI can generate business value, and 57% are already piloting or deploying AI in their operations. The report goes on to detail three major categories where AI can be deployed: operational performance(opens in new tab), workforce augmentation and sustainability.
AI helps manufacturers manage their costs(opens in new tab) and boost productivity and output while creating high-quality products. It is also used to automate mundane and repetitive tasks, enabling employees to tend to more complex endeavors, and to safeguard staff from dangerous work, such as through the use of robotic arms that move hot metal along an assembly line. And, by working in tandem with other AI-powered devices, AI-powered systems can collect detailed data throughout an item’s production cycle, catching errors and defects faster than the human eye can — and before they can become manifest.
In addition to improving existing processes, decision-makers can use AI tools when forecasting future demand(opens in new tab) and to implement more accurate production schedules. As a result, manufacturers are able to curb waste of materials and energy and promote a more profitable and sustainable manufacturing process.
How Is AI Used in Manufacturing?
Among the many existing use cases (described later in this article), manufacturers are increasingly turning to AI to gather and analyse real-time data to create a more connected and transparent view of the factory floor. They also gain important insights into key productivity and performance benchmarks(opens in new tab) that inform next steps, such as output volume, downtime and equipment efficiency. AI integration with other advanced technologies, including Internet of Things (IoT) devices, augmented reality (AR) and enterprise resource planning (ERP) systems, provides additional sources of data, empowering managers and other decision-makers to fine-tune every step of the production process.
In addition, AI-powered tools can accomplish designated tasks with the utmost precision. Alongside 3-D modeling and digital tools, for example, AI can speed up the product design process and minimise waste when prototyping or testing new products. Once actual production begins, manufacturers can use AI to monitor equipment performance and predict when maintenance will be needed, reducing the risk of unexpected equipment breakdowns and costly production disruptions.
Why Does AI in Manufacturing Matter?
Few, if any, industries have been untouched by AI. According to Markets and Markets, the value of AI in manufacturing is projected to reach approximately $20.8 billion by 2028, reflecting a compound annual growth rate of 45.6% from the estimated value of $3.2 billion in 2023. Grand View Research also forecasts strong growth, crediting “the escalating demand to manage progressively larger and intricate datasets” and the widespread use of big data, ML models, industrial robots and IoT devices.
With a more nuanced understanding of how AI works and its limitations, manufacturers can develop detailed and well-informed implementation strategies that help them determine how, when and where to implement the technology. These targeted strategies allow manufacturers to address their specific needs while also generating a healthy return on investment (ROI). According to an IBM global survey, AI projects for best-in-class companies generated a 13% ROI, more than double the average (5.9%).
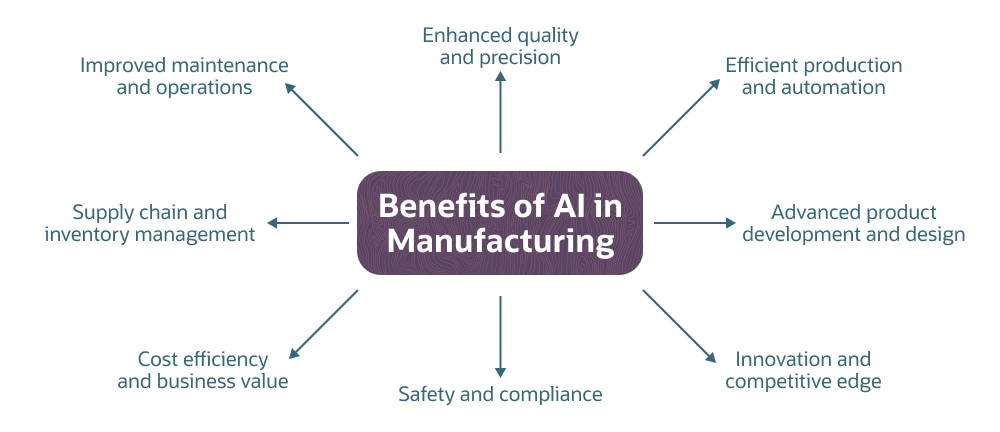
Benefits of AI in Manufacturing
Manufacturers have high AI expectations. According to a report by the Manufacturing Leadership Council, at least 70% of manufacturers said their use of AI would highly or moderately benefit 31 areas related to business performance, production operations and the supply chain(opens in new tab). However, only 22% had a specific set of metrics in place to measure AI’s effectiveness. By understanding the nuances of the eight benefits below, manufacturing leaders can better track AI’s impact.
- Improved maintenance and operations: By collecting and analysing data about equipment performance, AI, along with ML, can help businesses schedule maintenance and repairs before anything breaks or fails. This predictive approach minimises unexpected downtime, lowers repair costs and extends machinery life.
- Enhanced quality and precision: AI-driven quality-control systems analyse goods and compare results to established standards. This helps manufacturers eliminate product defects before goods are mass-produced, preventing the possibility of costly recalls or potential liabilities. Another benefit: These systems can be easily and quickly adjusted if designs change or to accommodate order customisation.
- Efficient production and automation: AI uses automation to spot problem areas for improvement so that production workflows become more efficient. And workers are freed to tackle hands-on problem-solving and strategic planning.
- Supply chain and inventory management: AI presents manufacturers with real-time insights into their supply chains and inventory levels(opens in new tab). This data, often combined with demand forecasts, helps managers align supply with demand to minimise financial losses associated with under- or overstocking.
- Advanced product development and design: Product designers can use AI and AR technology to create virtual models of products and test alternative versions, without spending the time and resources otherwise required to physically produce goods. These so-called “digital twins” aid in remote troubleshooting, maintenance and performance improvements.
- Cost efficiency and business value: AI-driven data analytics increase manufacturers’ visibility into operations. This helps them see what is and isn’t working, leading to enhancements that lower costs, increase output and shorten lead times — all of which helps their businesses become more competitive and profitable.
- Safety and compliance: Collaborative robots, aka cobots, are AI-driven tools that work alongside real-life workers and, among their applications, can handle dangerous tasks that might lead to possible human injury, such as pouring molten metal on an assembly line. Cobots also automate manual, repetitive or error-prone tasks, which can increase the safety of workers who might absentmindedly lose focus. Additionally, managers can use AI to monitor work environments to detect unsafe conditions or areas of regulatory noncompliance.
- Innovation and competitive edge: AI and ML can evolve alongside businesses as they scale operations, especially through integration with other sophisticated technologies, such as IoT devices and smart sensors. Even during transitional growth periods, AI can effectively analyse additional aspects of production and provide actionable recommendations, so manufacturers derive the insight they need to innovate, adapt, and gain or maintain a competitive advantage.
Benefits of AI in Manufacturing
Challenges of AI in Manufacturing
No technology is perfect. When adopting AI in manufacturing, businesses must carefully consider factors that can make, break or otherwise impact the implementation’s success. Six common challenges for manufacturers implementing AI are explored below.
- Data quality: AI is only as intelligent as the data that fuels it. Before implementing AI, manufacturers would be wise to audit their data for accuracy and make sure that the instruments they use to collect data — such as scales that weigh raw materials — are calibrated properly. As a result, the AI deployment will not only have a solid base of information to start with, but it will continue to analyse and learn from high-quality data going forward. But remember: Human oversight and quality control checks are still necessary to ensure valid analysis.
- Data source limitations: The analysis of diverse datasets also matters. However, many companies struggle with fragmented, isolated data and may need to break down information silos before implementing AI to avoid misleading predictions and overlooked areas. Comprehensive business platforms, such as ERP software, can handle data integration.
- From the substantial investments in technology and infrastructure to the costs of training staff to use AI, the financial resources and effort required to build and implement AI can add up. To reduce their costs, many manufacturers turn to cloud-based business platforms with integrated AI tools, rather than developing the AI models themselves. By outsourcing the infrastructure and upkeep costs to a third party, businesses minimise their capital expenses as well as the costs of managing and maintaining everything in-house.
- Lack of skilled workers: Many modern manufacturers struggle to maintain sufficient staff to successfully implement operational improvements. In fact, 49% of senior decision-makers surveyed for Fictiv’s “2023 State of Manufacturing Report” indicated that they are struggling both to recruit qualified talent and to retain employees, and this is especially true for engineering leaders. By engaging experts who know how to apply AI to manufacturing, companies can develop realistic strategies to make the most of both the technology and their workforce. Even after new technology is implemented, experts should be called in periodically to assess whether it is, in fact, improving productivity and to ensure that the manufacturer is following current best practices.
- Complex task automation: AI’s capabilities have grown rapidly in recent years, but it still has limits. Manufacturers employing complex production steps, especially those requiring broad and/or subjective decision-making, may not be able to automate as many tasks as competitors with simple, repetitive manufacturing processes. It’s a good idea for manufacturers to consult experts for realistic expectations about what AI can and can’t improve.
- Technology complexity: AI can be difficult to understand, in terms of how it works, what it is capable of and how a manufacturer can use it to improve operations. Adding to that complexity is the fact that AI often works alongside other sophisticated devices and advancements, such as IoT devices, smart devices and blockchains. To fully realise AI’s benefits, manufacturers may need to engage with outside consultants for planning, implementation and ongoing training.
15 Use Cases for AI in Manufacturing
Manufacturers are using AI, ML and automation to enhance their existing processes and create new, innovative workflows and tools that can streamline their operations and bolster profitability. From predictive maintenance to workforce training to customer demand forecasting — and many more use cases in between — here are 15 key areas where AI is reshaping manufacturing.
-
Predictive Maintenance
Manufacturers spend anywhere from tens of thousands to billions of dollars on equipment, so protecting these steep investments is typically a high priority. By continually collecting and learning from data, AI can anticipate when equipment will require maintenance, which minimises the chances of unexpected shutdowns and production delays, while enabling managers to schedule the best time for tune-ups. A proactive approach like this keeps equipment operating at peak efficiency, extends product life span and helps decision-makers strategically plan capital investments for when the time comes to retire or upgrade machinery.
-
Quality Control Automation
AI uses ML algorithms to analyse goods vis-à-vis precise benchmarks in real-time and ensure product quality at multiple production phases. For example, an automotive manufacturer may harness AI to quickly examine every millimeter of a car’s surface for defects that might be imperceptible to the human eye. Manufacturers can use this detail-oriented quality control approach to maintain high production standards, improve customer satisfaction and reduce waste, even when producing customisable goods.
-
Supply Chain Optimisation
Modern supply chains(opens in new tab) can be difficult to manage. AI helps manufacturers improve supply chain efficiency by forecasting demand, analysing procurement processes and managing inventory with the utmost precision. Through sophisticated data analytics, AI tools can identify patterns and pinpoint weaknesses, such as slipping vendor performance. Once problems are identified, manufacturers can fortify their supply chains through strategic improvements, such as optimising raw material inventory and/or diversifying suppliers.
-
Robotics and Cobots
Robotics and cobots enhance productivity and safety. These AI-powered machines excel in repetitive and precision tasks, such as product assembly, and are equipped with sensors to monitor progress and safely interact with human workers. By handling strenuous or hazardous work, cobots protect staff members, who can then focus on problem-solving and innovation. For example, in the automotive industry, cobots assist with the intricate installation of dashboards to ensure compliance with safety standards and established quality benchmarks.
-
Energy Management
Manufacturers can use AI to actively monitor and fine-tune energy consumption. By analysing data from production schedules and machine usage over time, AI can spot inefficiencies and suggest run-time schedules that minimise energy use. For example, based on real-time occupancy and machine usage, AI can regulate HVAC systems to control factory temperature and contain energy costs. Manufacturers often integrate their AI systems with IoT devices that continuously monitor energy use and flag unexpected spikes in consumption.
-
Customisation and Personalisation
AI’s ability to adjust equipment without the need for manual intervention allows manufacturers to easily customise orders without incurring significant costs or delays. After production, the shipping department can use AI to select the correct packaging, reducing handling time and minimising possible damage. Another advantage: Manufacturers decrease the risk of overproduction while improving customer loyalty.
-
Process Optimisation
Manufacturers are using AI to enhance operational visibility across the entire production process by pinpointing inefficiencies and suggesting improvements. Depending on the scenario, manufacturers can act on these suggestions or authorise AI to make improvements. For example, AI can optimise the path of robotic arms to minimise movement, thereby speeding up assembly lines and increasing output without compromising safety or quality. This meticulous approach to process optimisation can boost productivity(opens in new tab) and profitability.
-
Workforce Training and Assistance
AI in manufacturing extends beyond the production line and plays a role in modern workforce training and assistance. Used effectively, AI can accelerate the learning curve for new employees, as well as for seasoned workers who need to adapt to new processes. By using AI-driven simulations and both augmented and virtual reality, manufacturers can create training programs that teach workers how to master complex machinery and processes at their own pace and in a safe environment. Additionally, AI-powered tools deliver on-the-spot support to factory workers, providing immediate feedback, operational status updates and troubleshooting assistance that boosts job performance and worker satisfaction.
-
Safety Monitoring and Compliance
AI offers more safety applications than just powering robots to do risky work. The technology can decrease the number of accidents by continuously monitoring work environments, quickly detecting potential hazards and ensuring adherence to safety protocols. For example, AI can oversee the proper use of protective equipment, instantly alerting managers of any deviations that could endanger staff. AI can also automatically check for regulatory changes and update guidelines and standards accordingly. This proactive approach, coupled with human expertise, safeguards workers and minimises the potential for fines and disruptions due to non-compliance.
-
Product Development and Design
AI enables rapid product design and development without sacrificing precision or consistency. By leveraging ML and advanced analytics, AI gives designers an array of design options for developing innovative products tailored to specific market needs. Designers can also use AI to simulate stress tests on digital prototypes before producing physical models. This is especially useful for expensive or complex goods, not only because it speeds up the design cycle but also because it limits material costs and waste in order to bring new products to market quickly while meeting evolving customer preferences.
-
Data Analytics for Decision-Making
By quickly sifting through vast datasets(opens in new tab) that would likely take human analysts days, weeks or even months to sort, AI tools can unearth real-time patterns and insights that can drive strategic decisions about production, inventory management and process improvements. For example, AI can identify minuscule equipment issues as they happen and suggest repairs, instead of waiting until output suffers. This analytical power also helps streamline operations and foster an agile manufacturing environment.
-
Material Waste Reduction
As manufacturers face mounting pressure to reduce their carbon footprints, AI-driven improvements support both environmental sustainability and profitability by enabling manufacturers to produce more with less. Through production data analysis, manufacturers use AI to actively identify patterns and optimise material usage without having to cut back on product quality. In the textile industry, for example, AI-powered robots can fine-tune cutting patterns to maximise raw materials usage. Even small reductions in waste can lead to big savings over time, especially for mass-produced goods.
-
Real-Time Monitoring and Control
By deploying AI systems across their production lines, manufacturers gain visibility into every stage of the process, from initial assembly to final delivery. As a result, they are able to make immediate adjustments in response to any arising issues, before problems ultimately affect output and customer satisfaction. For instance, AI can track assembly-line output and immediately notify managers if numbers decrease or products are flawed. This level of monitoring and control empowers manufacturers to consistently maintain high-quality output.
-
Customer Demand Forecasting
AI-powered forecasting tools help accurately align production schedules with market demand by analysing historical sales data, market trends and consumer behavior. This minimises the risk of overproduction and stockouts. In addition, a manufacturer might use AI to determine how to allocate its product among multiple stores to ensure that each one has enough stock to meet demand without cluttering storage rooms with excess units, which would increase carrying costs.
-
Augmented Reality (AR) for Maintenance and Training
AR overlays digital information onto the physical world, providing technicians with immediate, hands-free access to instructions, status updates and diagrams superimposed on the equipment they are servicing. This speeds up repairs, reduces downtime and increases efficiency. When used for staff training, AR simulates real-world scenarios to allow employees to practice tasks hands-on, without the risk of damaging equipment or halting production. For example, AR can guide trainees through complex assembly processes, ensuring that each step is understood and followed correctly before trainees are called upon to perform that task on the factory floor.
Introduce AI Into Your Manufacturing With NetSuite
The effective implementation of AI into a manufacturing operation starts with access to high-quality data from every organisational level. NetSuite for Manufacturing is a comprehensive, cloud-based solution designed for modern manufacturers of all sizes. The software breaks down information silos, giving business leaders a centralised and integrated view of their organisations through robust capabilities in inventory management, real-time data analytics, business insights and more. NetSuite also supports demand forecasting and production planning, allowing manufacturers to focus on growth and innovation; and drives strategic, informed decision-making.
Manufacturing Management With NetSuite
AI is more than a trend; it’s a transformative shift that is reshaping industries around the world. AI enhances manufacturers’ ability to analyse data, predict outcomes and automate processes, all of which can enhance efficiency, reduce costs and enable innovation at an unprecedented pace. AI’s applications in manufacturing are diverse and ever evolving, but they’re not without challenges. Therefore, decision-makers must carefully consider where, how and when their operations can best leverage the technology to maximise its benefits.
#1 Cloud ERP
for Manufacturing
AI in Manufacturing FAQs
Which companies use AI in manufacturing?
Manufacturers that are integrating AI into their processes include beverage company Pepsi and electronics manufacturer Philips. Pepsi uses AI to monitor equipment and proactively make repairs. Philips runs a mostly robotic factory to make electric razors. Employees are on-site at both companies, however, to oversee operations and complete tasks that AI is unable to automate.
How can generative AI be used in manufacturing?
Generative AI is a subset of AI that can produce text, image, video and audio content based on human prompts. In manufacturing, generative AI can streamline the design process by developing numerous design alternatives based on specified criteria. This process can speed up the design and prototyping process, fostering innovation. With digital prototypes, manufacturers can make more efficient use of materials, reduce time to market for new products and adapt quickly to changing market demands or customer preferences.
How will Al increase jobs in manufacturing?
AI creates new roles for AI system management, data analysis and maintenance. While it is true that some jobs may be displaced, AI has opened opportunities for upskilling and reskilling the workforce to meet the demands of a more tech-focused manufacturing operation. Additionally, AI still requires human oversight to verify its accuracy and act on its suggestions.
How many manufacturing companies use AI?
According to the World Economic Forum, 57% of global companies have piloted or deployed AI in their operations. With recent advancements in AI, that percentage is likely to grow every quarter, as more companies implement this technology.







